Металлическая тара бывает жестяная, алюминиевая, из хромированной и алюминированной жести.
Металлические банки для консервов изготовляют двух типов: I - сбоые и II - цельные. Банки I типа бывают круглого и прямоугольного сечения, а банки II типа — круглого и фигуого сечения (прямоугольные, овальные, эллиптические). Перечень и характеристика наиболее часто используемых металлических банок круглого сечения приведены в табл.
Материалом для производства консервной жестяной тары служит белая жесть, представляющая собой тонкопрокатную сталь толщиной 0,18-0,36 мм, покрытую с двух сторон защитным слоем олова. В зависимости от способа нанесения защитного оловянного покрытия белая жесть выпускается двух видов: горячего и электролитического лужения.
При горячем лужении подготовленную соответствующим образом чеую жесть пропускают через ванну с расплавленным оловом. При этом не представляется возможным получить тонкий (менее 1,5 мкм), регулируемый и равномеый по всей поверхности листа слой олова. Потери олова на процессе горячего лужения значительны. Наносят олово горячим способом на сравнительно малопроизводительных агрегатах.
Электролитическое лужение жести осуществляется на высокомеханизированных, скоростных агрегатах большой производительности. Толщина оловянного покрытия при этом способе лужения может быть резко снижена до 0,6 мкм, чем достигается значительная экономия олова (в 2,5 раза по сравнению с горячим лужением).
Многие консервы оказывают сильное агрессивное воздействие на оловянное покрытие, особенно если оно нанесено электролитическим способом. Поэтому белую жесть приходится с внутренней стороны лакировать. Для предохранения наружной стороны металлической тары от атмосфеой коррозии и для придания таре хорошего товаого вида ее стенки покрывают лаками и красками.
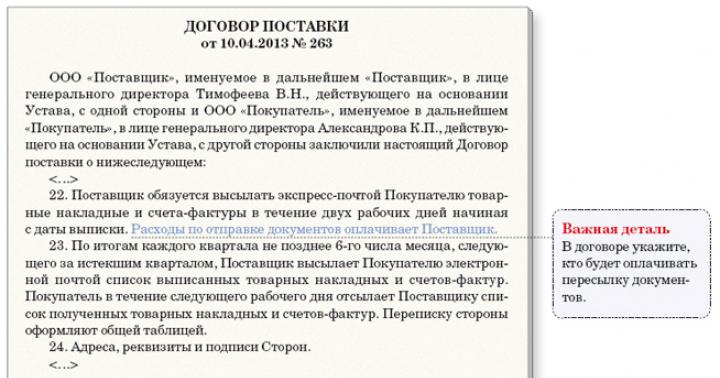
Сбоая цилиндрическая жестяная банка состоит из трех частей: крышки, корпуса и донышка. Крышка и донышко, совершенно одинаковы по конструкции и называются концами, присоединяются к отбортованному (т. е.с отогнутыми краями) цилиндрическому корпусу при помощи закаточного шва. Как видно из рисунка (рис. 6), закаточный шов состоит из пяти слоев жести, два из которых дает отбортованный корпус, а три - крышка.
Герметичность закаточного шва обеспечивается не только плотным сжатием упомянутых слоев жести, но и наличием уплотняющего материала - водоаммиачной пасты с различными наполнителями, находящегося в виде тонкой эластичной пленки на канале подвитого фланца и плотно заполняющего зазора между слоями жести. Без уплотняющего материала даже при очень сильном сжатии слоев жести закаточный шов оказывается проницаемым для воздуха.
Корпус банки образуется после свертывания в цилиндр прямоугольной пластины жести, на которой предварительно загнуты края, и последующего склепывания их «в замок» Получившийся шов, называемый продольным, герметизируется оловянно-свинцовым припоем. Таким образом, продольный шов состоит из четырех слоев жести (кроме краев, где имеется только два слоя, дающие при сгибании также четыре слоя). Следовательно, место соединения продольного шва с закаточным (гак называемый углошов) состоит из семи слоев жести: четыре дает корпус и три крышка.
Концы жестяных банок штампуются, причем для придания им упругости, облегчения вздутия при стерилизации и посадки в первоначальное положение после охлаждения, на них делают специальный рельеф в виде концентрических кругов.
Соединяют корпус с концами на закаточных машинах. Закаточный шов образовывается в два приема с помощью закаточных роликов. Сначала закаточный ролик первой операции предварительно подгибает края концов под отогнутый фланец корпуса, а затем ролик второй операции прижимает друг к другу все 5 (или 7) слоев жести и окончательно формирует двойной закаточный шов.
Наряду с жестью электролитического лужения в последнее время внедряются новые материалы для консервной металлической тары. К ним относятся хромированная лакированная жесть, алюминий и его сплавы, алюминированная лакированная жесть.
Особенно перспективно применение для изготовления консервной тары алюминия в сочетании с лаковым покрытием. Алюминий характеризуется высокой пластичностью, легкостью, безвредностью для организма. Также имеет перспективу алюминированная жесть. Ее получают путем нанесения на прокат стальной ленты слоя алюминия толщиной 1-5 мкм.
Из листового алюминия толщиной 4-5 мм изготовляют тубы для фасования пастообразной консервированной продукции, главным образом для питания детей, а также космонавтов. Тубы заполняют со стороны хвостовой части, которая вслед за тем герметизируется. Герметичность хвостовых швов обеспечивается уплотни тельными прокладками, а носик тубы герметизируется металлической пленкой. Внутренняя поверхность алюминиевых туб лакируется пищевыми лаками, на наружной стороне печатаются красочные этикетки.
Вопрос о том, как уберечь продукты от порчи, занимал человечество еще в глубокой древности. Сначала пищу сохраняли для себя или своей семьи, затем проблема стала более глобальной — нужно было делать запасы для длительного хранения — для армий, экспедиций. Сначала использовали лишь сушку. Мясо или рыбу высушивали на солнце, иногда растирали между камнями и сушили полученный порошок, перемешав его с пряностями. Такую смесь хранили в кожаных мешках более полугода.
Более 200 лет назад было сделано изобретение, в корне изменившее представление человечества о возможностях хранения продуктов и значительно упростившее жизнь профессиональным поварам и обычным домохозяйкам всего мира.
Первые консервы, произведенные человеком, были найдены при раскопках гробницы фараона Тутанхамона в Египте. Продукты сохранялись в недрах земли около 3 тысяч лет. Это были зажаренные и забальзамированные оливковым маслом утки в глиняной чаше, овальные половинки которой скрепляла смолистая замазка. Консервы такого качества, выдерживали испытание тысячелетиями и сохранили относительную пригодность в пищу (есть сведения, что утки были съедобны для животных). Им могли бы позавидовать многие из современных консервов.
Римский сенатор Марк Порций Катон Старший был одним из самых ранних «консервщиков». В своей книге «О сельском хозяйстве» он писал: «Если хочешь иметь круглый год виноградный сок, то влей его в амфору, засмоли пробку и спусти амфору в бассейн. Через 30 дней вынь. Сок простоит целый год...»
М.В.Ломоносов в 1763 году, занимаясь организацией экспедиции для изучения полярных областей и Северного морского пути, делал заказ: «Изготовление сушеного супа со специями и без специй по полтора пуда каждого сорта». То есть два столетия тому назад концентрат супа путешествовал по России сушей и Ледовитым океаном до Камчатки.
Ирландец Нидгем упорно кипятил баранью подливку в закупоренной бутылке, но через день-два в ней снова было полно микробов.
Итальянец Спаллациани увидел его ошибку и закупорил бутылку герметично - после кипячения продукт оставался свежим и пригодным к употреблению несколько дней.
Об опытах узнал француз Николя Франсуа Аппер - человек, далекий от чистой науки, но хороший практик.
В 1795 году, собираясь завоевать всю Европу, Наполеон Бонапарт объявил, что повара, нашедшего способ сохранять пищу свежей надолго, ждет награда в 12 тысяч франков. Научные споры двух ученых, Нидгэма и Спалланцани (первый утверждал, что микробы возникают из неживого вещества, а второй утверждал, что у каждого микроба есть свой прародитель) привели далекого от науки французского повара и кондитера Никола Франсуа Аппера к мысли, что продукты, герметически укупоренные и подвергнутые тепловой обработке, можно сохранять длительное время. Его предположение оказалось верным, а продукты приготовленные им таким способом, после длительного хранения были признаны высококачественными. У него ушло более десяти лет, чтобы доказать известный всем современным домохозяйкам факт — если стеклянные или керамические банки заполнить вареньем, бульоном или жареным мясом, наглухо их закупорить, а потом долго кипятить в воде, то содержимое банок не испортится и останется вполне съедобным около года. Изобретение было тут же поставлено на поток для постоянно воевавшей наполеоновской армии.
В 1809 году Аппер был награжден за свое изобретение государственной премией и званием "Благодетель человечества". Позже этот предприимчивый господин открыл на одной из улочек Парижа магазин "Разная снедь в бутылках и коробках", где продавал изготовленные припасы в запаянных и герметично закрытых бутылках. При магазине действовала небольшая фабрика по производству консервированных продуктов. Позже Аппер, уже будучи «Благодетелем человечества», написал книгу "Искусство консервирования растительных и животных субстанций на долголетний период". Научное обоснование метод Аппера получил спустя почти шестьдесят лет, в 1857 году на конференции Общества естествоиспытателей. Луи Пастер, тогда еще неизвестный молодой ученый, выступил с докладом о том, что в природе существуют микробы, которые вызывают процесс гниения, приводящий к порче продуктов. Для жизнедеятельности этих организмов необходимы специальные условия — определенная температура, высокая влажность, наличие кислорода и, самое главное, отсутствие антибиотических веществ в продукте. Стоит нарушить эти условия — и микробы погибают. Именно на этом положении и основываются методы консервирования — стерилизация и пастеризация.
Именно на этом положении и основываются методы консервирования — стерилизация и пастеризация. Хотя пальма первенства в мясном консервировании принадлежит талантливому французу, до ума этот метод сохранения продуктов довел другой человек - англичанин Питер Дюран. Он придумал и запатентовал жестяные банки, более удобные, чем стеклянная тара.
Естественно, они намного отличались от современных — изготавливались вручную и имели неудобную крышку. Англичане приобрели патент на производство консервов по методу Аппера и с 1826 года снабжали свою армию мясными консервами. Правда, чтобы открыть такую банку, солдатам приходилось пользоваться не ножом, а молотком и долотом. Впрочем, мировым центром консервной промышленности очень быстро стала не Франция и не Англия, а Америка. В Балтиморе стали выпускать разнообразные станки для автоматизированного изготовления жестяных банок. Начиная с 1819 года, в США выпускали консервы из омара, тунца, стали консервировать и фрукты. Именно здесь банки для консервов приняли тот вид, какой известен теперь каждому из нас. Дела шли настолько хорошо, что производство консервов стало крайне выгодным делом — появлялись заводы по производству консервных банок, новинки буквально сметали с прилавков. А в 1860 году опять же в США изобрели консервный нож.
В России о французском изобретении, конечно же, знали. В 1821 году питерская и московская публика живо обсуждала сообщение журнала «Русский архив» о том, как черепаховый суп, разлитый в жестяные банки, был доставлен из Ост-Индии в лондонские магазины. Несмотря на осведомленность, первый консервный завод появился в России лишь в 1870 г. Основным заказчиком, понятное дело, была армия. В Петербурге выпускали пять видов консервов: жареную говядину, рагу, кашу, мясо с горохом и гороховую похлебку.
Отмечая 200-летний юбилей изобретения, Японское консервное общество выпустило эксклюзивную партию консервов, которые, как утверждается, в точности повторяют то, что ели наполеоновские солдаты. Японские специалисты изготовили пять видов консервов по рецептам Аппера. В частности, японцы повторили солдатское консоме, похлебку из овощей, суп из отварной говядины пот-о-фе, меланж из фасоли с шампиньонами и клубничный десерт. Эти консервы были торжественно вскрыты и продегустированы в токийской штаб-квартире консервного общества.
Жестяная банка с жареной телятиной, изготовленная в 1924 году, вернулась из двух морских походов нетронутой. Она попала в музей, пролежала там до 1938 г., и ею наконец-то заинтересовались ученые. «Состояние мяса на вид безупречно, крупные куски выглядят так, словно телятину приготовили на днях», - доложили исследователи.
Они отметили ярко-розовый цвет мяса и наличие белой жирной слизи, да и анализ показал, что консервы сохранились лучше, чем ожидалось. Десять дней этим мясом кормили молодых здоровых крыс, которые ели с жадностью и без последствий, и один раз покормили кошку, с которой тоже ничего не случилось. При нынешних технологиях и научных достижениях кто из производителей консервов отважится на подобное тестирование срока годности?
И еще: в 1966 году в СССР, во Всесоюзный научно-исследовательский институт консервной промышленности зашел пожилой гражданин и поставил на стол банку консервов с надписью «Петропавловский консервный завод. Мясо тушеное. 1916 год». Андрей Васильевич Муратов, владелец этой банки, получил ее на фронте во время Первой мировой войны. Проведенный анализ и последующая дегустация показали, что «Мясо тушеное» превосходно сохранилось, несмотря на то, что пролежало в банке целых 50 лет!
Нынешние консервы, составляющие рацион астронавтов на орбитальной станции, конечно, отличаются от армейского провианта. И открывая очередной тюбик или баночку с паштетом, не всякий космический долгожитель вспомнит благодетеля человечества Аппера, но значение простой консервной банки от этого ничуть не становится менее важным.
Большинство из нас постоянно кушает консервированные продукты, кто-то больше, кто-то меньше. И никто не задумывается о том, а как раньше люди обходились без подобных продуктов, как они делали запасы на зиму. Что представляет из себя консервирование, за счет каких процессов зимние заготовки не портятся? В этой статье мы и попробуем разобраться во всем этом. А начнем из информации о том, когда было изобретено консервирование, как человек научился хранить мясо, овощи, фрукты, напитки долгое время.
Что такое консервирование?
Человек издавна находил способы хранить продукты, а с течением времени достижения прогресса решили эту проблему окончательно и бесповоротно. Сейчас у людей стоит уже немного другая задача - сохранить продукты в таком виде, чтобы они были максимально приближены к их естественному состоянию. Так вот, каждое специальное мероприятие, способствующее этому, и называется консервированием.
Благодаря этому изобретению природные свойства большинства продуктов удается сохранить. Вообще-то, даже слово "консервирование" - от латинского слова и переводится оно, как "сохранение". Данный процесс имеет под собой научные обоснования. Ведь для чего было изобретено консервирование? Чтобы победить видимые организмы, которые разрушают продукты - грибки, плесень, и невидимые - дрожжевые грибки и бактерии. Французский ученый, Луи Пастер, заложил основу их уничтожения. Именно поэтому стерилизацию при повышенной температуре называют пастеризацией.
Первые опыты консервирования, схожие с нынешними
Но, если вы подумали, что получили ответ на вопрос о том, когда было изобретено консервирование, то сильно ошибаетесь. Пастер - не кто практически использовал метод консервации. Таким человеком был Николас Апперт. Он проводил эксперименты по сохранению продуктов при помощи кипячения банок, на то время - жестяных. В банку клали то, что собирались сохранить и грели над паром или в горячей воде. Через маленькое отверстие уходил воздух и его тут же запаивали.

Благодаря кипячению с солями температура подымалась до 135 градусов. Со временем люди выяснили все причины изменений в продуктах, значение метаболизма и научились применять более рациональное консервирование, которое позволяет сохранить длительное время скоропортящиеся для этого овощи и фрукты.
Консервирование в древности
Все-таки, когда было изобретено консервирование? Днем рождения можно считать дату открытия первого консервного завода - это произошло в Англии третьего сентября 1812 года. Технология же появилась во Франции в 1809 году. Но что интересно, секреты этого процесса известны уже несколько тысяч лет. При раскопках в Египте, когда обнаружили нашли самые первые в мире консервы. Это были утки, которых зажарили и забальзамировали в глиняной чаше, состоящей из двух склеенных половинок, залив оливковым маслом. Прошло три тысячи лет, а они не пропали, остались условно пригодными для употребления.

Люди сами рисковать не стали, но собаки их с удовольствием съели. В прошлом веке, в США, были найдены еще более древние (созданные на этот раз природой) "консервы". На глубине ста метров, прокладывая туннель, люди проходили пласт прозрачной И в нем увидели несколько застывших рыбин! Они были мягкими и, скорее всего, съедобными, но на свежем воздухе быстро окаменели. Их возраст - более десяти тысяч лет. Ответить на вопрос о том, когда изобрели консервирование, могут также индейцы из Северной Америки. Они еще в XVII веке растирали мясо в порошок, смешивали его с разными пряностями и без проблем хранили шесть месяцев в мешках из кожи. В те же времена люди уже владели технологиями маринования, копчения и вяления.
Жестяные банки как импульс развития консервирования
Чтобы найти ответ на вопрос о том, когда изобретено консервирование, нужно понять, что двигало прогрессом в его развитии. Одним из таких факторов было изобретение Питером Дюрандом, английским механиком, жестяной банки. Благодаря ее компакности и небольшому весу стала возможной транспортировка, и консервы начали завозить уже дальше - в британские колонии. Хотя, вскрыть такие банки долгое время можно было лишь при помощи долота и молотка. Затем крышку стали припаивать аккуратнее, а жесть - делать тоньше.

Наконец-то, в 1860 году, изобрели а в середине двадцатого века - инженер из США, Эрмал Фрейз, придумал банки с ключом. Толчком тому послужила ситуация, когда он с друзьями пошел в лес на пикник и обнаружил, что специальный нож для никто не взял. Прогресс не стоит на месте, сейчас встроенным ножом можно уже и нарезать содержимое емкости.
Консервирование в России
А когда было изобретено консервирование в России? Точнее, когда оно дошло до наших земель? В 1763 году, организовывая экспедицию в полярные области, ученый Ломоносов Михаил сделал заказ своим помощникам на сушеный суп со специями. Также заказал и без специй, по полтора пуда одного и другого.
Первый завод, производящий консервы, в нашей стране запустили на 58 лет позже, чем в Европе (1870 год). Для нужд армии в Петербурге выпускали банки с кашей, гороховой похлебкой, рагу, мясом с горохом, жареной говядиной. Консервированную рыбу добавили в ассортимент для широкой публики.

Со временем Советский Союз стал лидером по производству консервов. К тому же, дело обстояло не только в громадном количестве выпускаемой продукции (только один московский комбинат выпускал 100 миллионов банок в год), а в широчайшем ассортименте. Представьте себе - около восьмисот наименований продукции из фруктовых, овощных, рыбных и соков. И, конечно, все мы знаем, что консервирование на зиму, на всех уровнях, было в нашей стране коньком в те времена.
Многие из вас, наверное, еще помнят те времена, когда на полках магазинов была уйма жестяных баночек с начинкой. А помните, с какой больше всего? Правильно - кильки в томатах. Рецепты консервирования ее были совершенно уникальны. Как и цена - 33-35 копеек за баночку, что только способствовало популярности.

Откуда же она бралась? Кильку тоннами вылавливали в море, на борту траулера уже солили и быстро отправляли на завод. Там обсыпали мукой, опускали в масло растительное, раскаленное до кипения. Работницы рыбокомбината затем руками утрамбовывали кильку в жестяные банки и заливали небольшим слоем соуса из томатов.
Современные рецепты консервирования
Что под собой подразумевает консервирование? В нынешнее время оно достаточно многообразное. Под рецептами консервирования подразумевают: соление, квашение, маринование, уваривание с сахарным песком. Если же вы будете заготавливать домашние фрукты, овощи и ягоды собственными руками, то будьте уверены, получится и полезнее, и ароматнее, и вкуснее, чем любые заводские аналоги.

Хотя бы уже потому, что исходный материал будете выбирать сами, а значит, он будет более качественным. И наверняка не будете использовать различные агрессивные консерванты, не очень-то полезные для здоровья. И хранить будете, как положено: при низкой температуре, в темном помещении, без попадания солнечных лучей. Так что если не поленитесь и потрудитесь летом и осенью, обеспечите всю семью на зиму полноценным витаминным питанием!
Металлические консервные банки изготовляют главным образом из белой жести - тонкого листового железа, с обеих сторон покрытого слоем олова (полуды). На некоторых предприятиях недавно начали изготовлять банки из листового алюминия и алюминиевых сплавов.
До недавнего времени для изготовления банок использовали жесть толщиной от 0,24 до 0,32 мм, но в последние годы освоена более тонкая жесть толщиной 0,20-0,22 мм. Применение тонкой жести позволяет улучшить качество консервных банок, уменьшить расход металла на 12-16%, а также снизить мощность электродвигателей на 10-12% и удлинить срок службы жестянобаночного оборудования.
В зависимости от толщины жесть разделяют по номерам. Номер жести показывает ее толщину в сотых долях миллиметра. Например, жесть № 25 имеет толщину 0,24-0,27 мм жесть № 28 - 0,27-0,30 мм и т. д.
Для изготовления консервных банок используют жесть следующих видов:
1. Белая листовая жесть горячего лужения горячекатаная и холоднокатаная первого и второго класса по оловянному покрытию.
Количество олова, нанесенного на 200 см2 поверхности жести первого класса (или на 100 см2 листа, луженого с обеих сторон), должно составлять 0,39-0,45 г, жести второго класса - 0,28- 0,38 г.
Из жести первого класса изготовляют в основном банки для крабовых консервов, предназначенных для очень длительного хранения.
2. Белая рулонная жесть горячего лужения, холоднокатаная, марки ЖК, первого и второго класса по оловянному покрытию. Благодаря хорошей ковкости белую рулонную жесть широко применяют для изготовления различных по форме и емкости цельноштампованных банок. Возможность выработки этой жести в виде лент различной ширины обусловливает ее рациональный раскрой (штамповку банок и крышек) с минимальным количеством отходов.
3. Белая рулонная жесть электролитического лужения, лакированная, первого сорта, класса I сЭЛ. Эту жесть изготовляют из мягкой углеродистой стали, покрывают с обеих сторон оловом (толщина покрытия с каждой стороны ленты 0,8-1 мк) и поверх олова - лаком или эмалью (толщина сухой лаковой пленки 8-12 мк).
Лаковая пленка должна быть устойчивой к действию чистой (дистиллированной) воды, растительного масла (при температуре 120°С), 3%-ного раствора хлористого натрия, 2%-ного раствора виннокаменной кислоты, 3%-ного раствора уксусной кислоты и стандартного белкового раствора (3% желатина, 1% хлористого натрия и 0,2% сернистого натрия). После 2-часового кипячения пластинок жести в любом из указанных растворов лаковая пленка должна остаться целой и сохранить блеск и эластичность.
4. Белая рулонная жесть электролитического лужения, нелакированная, первого сорта и первого класса. На 200 см2 поверхности этой жести должно быть 0,12-0,15 г олова. Эта жесть может быть использована только для изготовления штампованных банок и крышек при условии обязательного двукратного покрытия их с обеих сторон пищевым лаком горячего напекания.
Алюминиевые консервные банки вырабатывают только цельнотянутые из листового алюминия марки А-0 и А-00 или его сплавов с магнием и марганцем, что позволяет уменьшить толщину металла от 0,4 до 0,3 мм, так как прочность сплавов выше, чем прочность чистого алюминия.
Алюминий и его сплавы имеют одинаковую коррозионную стойкость. Коррозионную стойкость алюминия и его сплавов улучшают электрохимическим анодированием и последующим лакированием эпоксифенольным лаком 3-30-59.
В зарубежных странах (ГДР) для изготовления консервных банок используют также черную (без оловянной полуды) лакированную жесть.
В СССР производство рыбных консервов в банках из лакированной черной жести освоено на консервных заводах Калининградского района и в дальнейшем должно быть применено на других предприятиях.
При стерилизации консервов белковые вещества рыбы частично разрушаются с выделением сернистых соединений, которые взаимодействуют с оловянным покрытием (полудой) на внутренней поверхности банок, изготовленных из белой жести. В результате этого на внутренней поверхности банок образуется сернистое олово (БпБ) в виде побежалости сизого цвета. При повышенной пористости полуды возможно образование сульфида железа (РеБ), также вызывающего потемнение внутренней поверхности банок и даже части продукта, прилегающего к их стенкам.
Для предупреждения потемнения внутренней поверхности банок, уменьшения количества олова, переходящего в продукт, и предотвращения коррозии банок обычно жесть или готовые банки покрывают лаком, а белую жесть иногда пассивируют.
Сущность пассивирования заключается в создании на поверхности полуды защитной пленки из окислов олова путем обработки листов жести или готовых банок раствором окислителя - двухромовокислого натрия или калия и едкого натра. Защитная окисная пленка образуется следующим образом. При погружении луженой жести в щелочной раствор окислителя (двухромовокислого натрия) вначале некоторое количество полуды растворяется с образованием станнита и станната натрия:
Бп + О + 2ЫаОН -> Ыа25п02 + Н20 Бп + 20-"г 2ЫаОН -> Ыа25п03 + Н20
Затем станнит и станнат взаимодействуют с образованием окислов олова:
Ыа25п02 + ЫаоБпОз -]- 2Н20 -» БпОг + $пО + 4КаОН.
В результате перенасыщения прилегающего к металлу слоя раствора олова на поверхности металла образуются кристаллизационные центры, которые, разрастаясь, превращаются в сплошную окисную пленку. Образующиеся под действием окислителей защитные окисные пленки в зависимости от толщины можно разделить на три группы:
Толстые - хорошо видимые пленки толщиной более 5000 А (1 ммк = 10000 А);
Средней толщины - пленки, обнаруживаемые на металле в виде «цветов побежалости», толщиной от 400 до 5000 А;
Тонкие - невидимые пленки, обнаруживаемые лишь косвенными методами, толщиной менее 400 А.
Пассивные окисные пленки на белой жести относятся к пленкам третьей группы - невидимым пленкам.
Процесс пассивирования жести (или готовых консервных банок) состоит из следующих операций: обезжиривание жести или банок;
Собственно пассивирование - погружение жести (банок) на несколько секунд в щелочной раствор окислителя;
Промывка пассивированной жести (банок) скачала холодной, а затем горячей водой для удаления раствора пассиватора.
Пассивирование является более простым и дешевым способом защиты жести от коррозии, чем покрытие лаками и эмалями, значительно повышает стойкость банок против коррозии и в ряде случаев позволяет существенно уменьшить содержание олова в консервах.
Один из новых способов предохранения консервных банок от коррозии - нанесение на их поверхность тонких невидимых слоев масляной смазки с добавлением поверхностно-активных веществ (0,9-0,1%). Смазку на банки наносят в поле тока высокого напряжения в специальной камере. Этот способ защиты жестяных банок от коррозии разработан ЦНИИЧерметом.
Пр именяемые в рыбоконсервном производстве жестяные банки (рис. 11) в зависимости от их формы и способа производства делят на пять видов:
/ - цилиндрические сборные (с язычком под ключ или без него);
II - цилиндрические цельноштампованные;
III - фигурные цельноштампованные прямоугольной формы;
IV - фигурные цельноштампованные овальной формы;
V - фигурные цельноштампованные эллиптической формы.
Характеристика цилиндрических банок приведена в табл. 14, а фигурных цельноштампованных - в табл. 15.
Таблица 14
|
Диаметр, мм |
Высота, мм |
|||||
|
Внутрен |
Наружный |
Внутрен |
Наружная |
|||
|
Объем, см:> |
Длина, мм |
Ширина, мм |
Высота, мм |
|||||
|
Внутрен |
Внутрен |
Внутрен |
||||||
У сборных банок с язычком, расположенным на корпусе, размер Я может быть на 4,8-5,0 мм больше размера, указанного в табл. 15.
Для банок емкостью от 96 до 250 мл допускается колебание емкости ±1%, для банок емкостью от 250 до 1000 мл-±0,5% и для банок емкостью 1000 мл - ±0,25%.
У целыюштамповапных жестяных банок имеется только один шов в месте соединения корпуса и крышки, а у сборных - три шва- один вдоль корпуса банки и два в местах соединения корпуса с концами (крышкой и донышком) банки. Рис.
Продольный шов на корпусе сборных банок делают
В замок. Он состоит из четырех слоев жести (рис. 12) и должен быть углублен внутрь корпуса и ровно без наплывов пропаян сплавом из олова (40%) и свинца (60%) для обеспечения герметичности корпуса.
У цельноштампованных банок крышки, а у сборных банок донышки и крышки соединяют с корпусом двойным закаточным швом, представляющим собой прочное плотное соединение фланца крышки с корпусом банки, состоящее из пяти слоев жести с прослойкой из уплотнительного материала.
В качестве уплотнительного материала наибольшее распространение получила паста; для фигурных жестяных банок используют также резиновые кольца.
Пасту с помощью специальных пастонакладочных машин наносят на заранее загнутые (подвитые) концы банок. После высушивания она представляет тонкую эластичную пленку, которая в процессе закатки банок заполняет неплотности закаточного шва.
Пленка пасты не должна изменяться при стерилизации, не должна окрашивать содержимое банки и сообщать ему посторонние привкус и запах.
![]()
И шпарить покрытые пастой концы банок перед употреблением и потому ограничиваются обычно только их протиркой.
Кроме того, во время парового эксгаустирования наполненных продуктом банок с предварительно подкатанными крышками, водно-аммиачная паста набухает и при окончательной закатке банок может вытекать из шва, что приводит к нарушению герметичности банок и способствует порче консервов. Указанных недостатков лишена вулканизированная паста.
На концах банок имеется гофрированный рельеф, обеспечивающий их упругую деформацию в процессе стерилизации консервов. Форма и размеры рельефа зависят от конфигурации и размеров банок, а также от толщины жести.
Донышки сборных банок маркируют на прессах во время их изготовления в жестянобаночных цехах. При маркировке на донышки наносят букву Р - индекс рыбной промышленности, номер, присвоенный заводу, изготовляющему консервы (например, 144 - Темрюкский рыбоконсервный завод), и последнюю цифру года изготовления консервов.
Маркировочная надпись на донышке банки Р1446 обозначает, что консервы изготовлены рыбной промышленностью на Темрюкском консервном заводе в 1966 г.
Крышки банок маркируют на маркировочных станках непосредственно перед укупоркой наполненных банок. На крышках указывают порядковый номер рабочей смены, дату изготовления консервов - число и месяц и ассортиментный знак консервов.
Месяц условно обозначают буквами алфавита: январь - А,
Февраль - Б, март - В, апрель - Г, май - Д, июнь - Е, июль - Ж, август - И, сентябрь - К, октябрь - Л, ноябрь - М, декабрь - Н .
Ассортиментные знаки консервов обозначают цифрами; исключение составляют только ассортиментные знаки консервов из дальневосточных лососевых рыб, камбалы и сардины .
Маркировочную надпись на крышке сборной банки 214В051 следует читать так: вторая смена, 14 марта, сазан в томатном соусе (ассортиментный знак этого консерва 051).
На консервных заводах, не имеющих жестянобаночных цехов, а также на траулерах и других судах, получающих пустые банки с предприятий, маркировочные знаки на крышках проставляют в следующем порядке: номер завода или траулера, год изготовления консервов, порядковый номер смены, дата изготовления консервов (число и месяц), ассортиментный знак (номер) консервов. При этом допускается нанесение маркировочных знаков в два ряда.
Маркировочная надпись на крышке консервной банки 457
455216ИГ или --------- обозначает: 45 - завод Кихчикского рыбо-
Комбината, 7- 1967 г., 2 - вторая смена, 16И-16 августа, Г - кета натуральная в собственном соку.
Цельноштампованные банки для рыбных консервов маркируют в следующем порядке. При штамповке банок на донышках выштамповывают только букву Р - индекс рыбной промышленности; а остальные маркировочные знаки - номер завода, последнюю цифру года изготовления и другие наносят на крышки в два ряда.
Маркировочную надпись на крышке цельноштампованной 1336
На Махачкалинском рыбоконсервном заводе (номер завода 133) в 1966 г. (6); нижний ряд - в первой смене (1), 14 января (14А), кильки каспийские пряного посола (192 - ассортиментный знак консервов).
На крышках банок крабовых консервов, вырабатываемых в экспортном оформлении, выштамповывают или наносят термо-
Стойкой быстросохнущей краской следующие маркировочные знаки: первый - номер плавучего консервного завода; второй - последняя цифра года выработки консервов; третий - F или А-- условное обозначение сорта консервов; четвертый и пятый - порядковый номер дня изготовления консервов с начала путины данного года. Маркировочная надпись на крышках крабовых консервов высшего сорта 45F62 или первого сорта 41А62 обозначает: 4 - плавучий консервный завод «Всеволод Сибир
Цев»; 5 - консервы выработаны в 1965 г.; F - консервы высшего сорта (Фенси); А - консервы первого сорта (Агрейд); 62 - консервы выработаны на 62-й день с начала производства крабовых консервов на заводе «Всеволод Сибирцев» в данном году.
На донышке банок крабовых консервов выштамповывают знаки USSR - консервы выработаны в СССР.
Указываемые при маркировке условные обозначения (номера) консервных предприятий и ассортиментные знаки (номера) консервов являются едиными и утверждаются руководящими хозяйственными организациями.
Перед пуском в производство жестяные банки осматривают и проверяют на герметичность. При осмотре отбраковывают банки, имеющие следующие дефекты: наплыв олова на продольном шве около фальца; велик фальц корпуса банки; погнут фальц корпуса банки; косой корпус банки; фальц корпуса банки недостаточно отогнут (высокий фальц); деформирована форма окружности фальца; помяты фланцы или корпус банки.
Не допускаются в производство также банки с заусенцами и зазубринами по фальцу, ржавые и с выступающей пастой по шву прикатки донышка.
Диаметры концов и корпусов жестяных банок должны точно соответствовать размерам, установленным стандартом, так как иначе при закатке банок получится неправильный шов.
Главным требованием, предъявляемым к качеству жестяных банок, является их герметичность.
Банки проверяют на герметичность на автоматических или полуавтоматических тестерах, которые бывают водяными и воздушными.
В водяных тестерах испытуемые банки помещают в резервуар с водой и наполняют сжатым воздухом при давлении не более
1 ати. При этом негерметичные банки легко обнаружить по пузырькам воздуха, выходящим через неплотности в швах.
Водяные тестеры весьма надежны, но производительность их сравнительно невелика, поэтому их используют преимущественно для выборочного контроля герметичности банок и периодического контроля работы воздушных тестеров.
Воздушные тестеры - высокопроизводительные автоматы, позволяющие контролировать 100-120 банок в мин с их помощью можно проверять на герметичность все банки, поступаю
щие в консервное производство. Хорошо отрегулированный воздушный тестер отбраковывает банки, пропускающие более 8-10 смъ воздуха за 30-35 сек.
Для изготовления консервных банок используются белая и лакированная жесть.
Консервные банки из белой жести
Банки для консервов изготовляются из белой жести (тонкое листовое железо, покрытое с обеих сторон еще более топким слоем олова). Оловом покрывают поверхность железных листов во избежание окисления железа кислородом воздуха. Лист железа имеет толщину 0,24-0,35 мм. Более тонкая жесть идет на изготовление маленьких консервных банок, толстая - для крупных емкостью 3 л и более. Однако в настоящее время консервная промышленность приступила к изготовлению банок из более тонкой жести, толщиной 0,20 мм. Консервные банки из тонкой жести удобны, их гораздо легче вскрывать. Кроме того, расход железа на них сокращается почти на 25%.
Олово для лужения (покрытия) железа используется самое чистое, без каких бы то ни было примесей других, а особенно вредных для человека металлов. Слой олова, покрывающий поверхность железного листа, нужен не только для сохранения железа от ржавления, но и для предохранения консервированных продуктов от прямого контакта с железом. В случае такого контакта происходит быстрое потемнение консервированных продуктов; разрушение в них витамина С, появление металлического привкуса, а также образование на внутренней поверхности банок черных пятен сернистого железа, вследствие реакции между железом и сернистыми соединениями, образующимися при тепловой обработке некоторых белковых продуктов.
Лужение жести оловом производится на металлургических заводах. Процесс этот часто осуществляют так называемым горячим способом - погружением чистых протравленных листов железа в ванны с расплавленным оловом. На листе жести при этом остается тонкий слой олова. Если вырезать пластинку белой жести размером 10×10 см, то вес олова с обеих сторону пластинки составит всего 0,4-0,45 г.
Но в промышленности уже внедрен новый, прогрессивный метод лужения жести - электролитический. Новый метод позволяет резко сократить расход олова. К тому же и скорость лужения увеличивается в несколько раз.
Белая жесть является хорошим, удобным материалом для консервных банок . В них хорошо сохраняет свое качество консервируемый продукт.
Консервные банки из лакированной жести
Большинство консервов на наших предприятиях выпускается в банках из белой жести. Однако есть много консервов, для сохранения качества которых недостаточно оловянного покрытия (маринованные овощи и плоды, содержащие уксусную кислоту, или разные консервы с томатным соусом, фруктовые компоты из кислых плодов). Под действием кислот, входящих в состав этих консервов, олово может растворяться, в некоторых местах на внутренней поверхности банок могут появиться участки железа, не покрытого оловом. Чтобы этого не произошло, такие консервы изготовляют в банках из лакированной жести. Белую жесть покрывают специальным пищевым лаком, который полностью исключает возможность растворения металлов продуктом. В консервных пищевых лаках не допускается наличие каких-либо вредных для человека веществ. Лакированные консервные банки пригодны для изготовления всех видов консервов.
У читателей может возникнуть вопрос - если это так, то почему не все консервные банки делают из лакированной жести? Из сказанного выше ясно, что в этом просто нет необходимости. К тому же лакирование, конечно, удорожает банки и на него следует идти лишь в случае действительной необходимости.
Следует остановиться на часто встречающихся случаях потемнения внутренней поверхности жестяных нелакированных банок с образованием пятен или полос различной формы синевато-коричневого цвета. Такое явление наблюдается в консервах, которые содержат много белковых веществ (тушеное мясо, зеленый горошек, рыбные консервы и т. д.). При нагревании таких продуктов во время образуются сернистые соединения, которые сразу вступают в реакцию с оловом, покрывающим банку внутри. Получаемые при этом вещества и образуют тончайшую синеватую пленку. Она безвредна, нерастворима в воде и прочно держится на жести. Единственный ее недостаток в том, что она несколько ухудшает вид внутренней поверхности банки (явление «мраморизации»).
В лакированных консервных банках мраморизация почти не наблюдается. Поэтому в последнее время часто и мясные консервы вырабатывают в лакированных банках.
Размеры консервных банок стандартизованы. В стандартах установлены точные (до десятых долей мм) размеры каждого вида консервной банки. Существует более 30 видов консервных жестяных банок. Для каждого вида определены точные размеры, присвоен определенный номер и рекомендован перечень консервов, для которых эти банки предназначены. Наиболее распространены цилиндрические банки различной емкости.
Рыбные консервы часто готовят в прямоугольных, овальных и эллипсовидных банках. Эти банки имеют небольшую высоту и форму, удобную для укладки в них продолговатых рыбок, не повреждая их.